Станок электроэрозионной обработки с проволочным электродом MZ2400R (медленная протяжка проволоки)
Техсервис Трейд
EDM-002
Подробное описание:
Станок MZ2400R — промышленная модель с увеличенным рабочим столом и грузоподъёмностью. Идеален для авиастроения, энергетики и крупных пресс-форм.
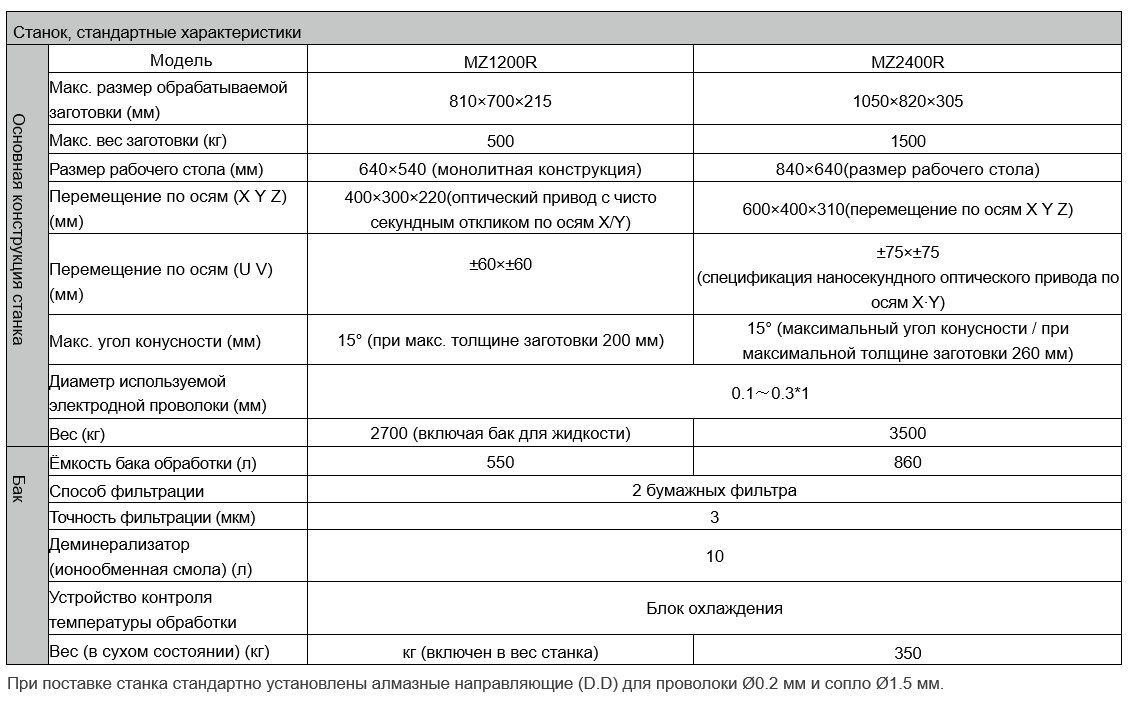
Технические характеристики:
Особенности: линейные серводвигатели, ИИ-управление Maisart, автоматическая заправка проволоки, энергосбережение.
Станок MZ2400R — промышленная модель с увеличенным рабочим столом и грузоподъёмностью. Идеален для авиастроения, энергетики и крупных пресс-форм.
Технические характеристики:
- Макс. размер заготовки: 1050х820х305 мм
- Макс. вес заготовки: 1500 кг
- Перемещение по осям X/Y/Z: 600х400х310 мм
- Перемещение по осям U/V: ±75?±75 мм
- Макс. угол конусности: 15° (при толщине 260 мм)
- Диаметр проволоки: 0,1–0,3 мм
- Ёмкость бака: 860 л
- Фильтрация: 3 мкм, 2 бумажных фильтра
Особенности: линейные серводвигатели, ИИ-управление Maisart, автоматическая заправка проволоки, энергосбережение.
Принцип работы
Использует непрерывно движущуюся тонкую металлическую проволоку в качестве электрода для импульсного искрового разряда на заготовку. При разряде межэлектродный диэлектрик пробивается, формируя плазменный разрядный канал с мгновенной температурой до 10 000°C, что расплавляет и испаряет материал заготовки. Затем под действием диэлектрической жидкости под давлением расплавленный материал вымывается из основного тела в виде микрочастиц, обеспечивая удаление материала и формообразование реза.
Конструкция
・Станина: Базовая конструкция станка коробчатого типа для монтажа компонентов и размещения двигателей/электрооборудования, включая направляющие.
・Рабочий стол: для крепления заготовок и оснастки. Состоит из направляющих, шарикового винта и приводного механизма от двигателя. Винт обеспечивает винтовое перемещение.
・Механизм подачи проволоки: включает приводные и натяжные ролики (керамические), двигатель подачи, обеспечивая однонаправленное движение проволоки.
・Система циркуляции и охлаждения рабочей жидкости: Фильтрация воды (деионизация) для соответствия требованиям обработки. Состоит из баков для грязной/чистой воды, ионообменников для измерения удельного сопротивления, смоляных картриджей для деионизации.
・Серводвигатели: обеспечивают привод и управление движением станка.
Основные характеристики
・Высокая точность: Скорость подачи проволоки обычно <0.2 м/с, малая вибрация электрода. Точность обработки до 0.001 мм, малая погрешность округлости/прямолинейности. Шероховатость поверхности до Ra=0.8 мкм (уровень шлифовки).
・Однонаправленная подача проволоки: Непрерывная подача с однократным использованием проволоки обеспечивает стабильность процесса и автоматическую компенсацию износа для повышения точности.
・Передовые технологии источника питания: Импульсный источник с наносекундной длительностью и пиковым током >1000А обеспечивает удаление материала испарением с высокой производительностью и качеством поверхности. Электролиз-защитные технологии ограничивают модифицированный слой <1 мкм, предотвращая вымывание кобальта из твердых сплавов для сохранения срока службы инструмента.
・Высокая производительность: Современные технологии обеспечивают скорость реза до 350 мм/мин, а для премиальных моделей — до 500 мм²/мин.
Области применения
・Производство прецизионных штампов: Полированные полости/вставки для литьевых форм, точные направляющие отверстия прогрессивных штампов, сложные режущие кромки, твердосплавные вставки для форм литья под давлением.
・Аэрокосмическая и оборонная промышленность: Охлаждающие отверстия турбинных лопаток, микроканалы топливных форсунок, точные шестерни гироскопов, металлические зеркала головок наведения.
・Медицинские приборы: Сверла для ортопедии, лезвия для малоинвазивной хирургии, микропоры имплантатов, ажурные структуры стентов, щелевые коллиматоры для КТ-аппаратов.
・Автомобилестроение и энергетика: Резка электродов литий-ионных батарей, обработка форсунок Common Rail.
・Электроника и полупроводники: Резка амок и керамических подложек, металлические маски для ИК-фильтров, точные структуры оптических разъемов, пазы антенн в металлических рамах смартфонов.
Эффективность и характеристики
Высокая производительность, энергоэfficiency, простота эксплуатации, оснащены расширенными функциями обработки, отвечающими требованиям производственных участков.
1. Инновационная система автоматической заправки проволоки
・Обеспечивает высокий процент успешной заправки проволоки с кривизной менее 10%;
・Значительно повышает точность заправки в точках обрыва при обработке толстых заготовок;
・Возможность выбора оптимизированного режима заправки в зависимости от конфигурации обработки (заправка с распылением, без воды, в точке обрыва под водой);
・Режим AT High Speed сокращает время заправки на 35% (полный цикл автоматической заправки, включая резку и вставку).
2. Повышение точности обработки
・Стандартная комплектация с соленоидными линейными двигателями;
・Сервоусилители и контроллеры с абсолютными энкодерами повышают скорость отклика и точность управления, улучшая точность обработки.
3. Повышение производственной эффективности
・Управление Maisart:
- Раздельное управление соплами;
- Автоматическая корректировка параметров обработки с помощью ИИ-технологии Maisart позволяет операторам без опыта повышать точность;
- Контроль объема обработки при изменении толщины заготовки для высокоточных результатов;
- Сокращение отклонений размеров при изменении толщины материала;
- Повышение прямолинейности при изменении толщины и разделении сопел.
・Управление углами:
- Обработка с шероховатостью Rz≥1.6 мкм и точностью контура ±5 мкм не требует корректировки параметров даже для сложных форм.
Упрощение операций и повышение эргономики
・Интуитивный интерфейс Home с сенсорным управлением для быстрого доступа к функциям;
・Встроенные руководства от подготовки до обработки сокращают объем операций на 40%;
・Компактный ЖК-пульт упрощает этап подготовки.
Энергосбережение и снижение эксплуатационных затрат
・Интерфейс управления затратами позволяет отслеживать эксплуатационные расходы станка для планирования бюджета.
Использует непрерывно движущуюся тонкую металлическую проволоку в качестве электрода для импульсного искрового разряда на заготовку. При разряде межэлектродный диэлектрик пробивается, формируя плазменный разрядный канал с мгновенной температурой до 10 000°C, что расплавляет и испаряет материал заготовки. Затем под действием диэлектрической жидкости под давлением расплавленный материал вымывается из основного тела в виде микрочастиц, обеспечивая удаление материала и формообразование реза.
Конструкция
・Станина: Базовая конструкция станка коробчатого типа для монтажа компонентов и размещения двигателей/электрооборудования, включая направляющие.
・Рабочий стол: для крепления заготовок и оснастки. Состоит из направляющих, шарикового винта и приводного механизма от двигателя. Винт обеспечивает винтовое перемещение.
・Механизм подачи проволоки: включает приводные и натяжные ролики (керамические), двигатель подачи, обеспечивая однонаправленное движение проволоки.
・Система циркуляции и охлаждения рабочей жидкости: Фильтрация воды (деионизация) для соответствия требованиям обработки. Состоит из баков для грязной/чистой воды, ионообменников для измерения удельного сопротивления, смоляных картриджей для деионизации.
・Серводвигатели: обеспечивают привод и управление движением станка.
Основные характеристики
・Высокая точность: Скорость подачи проволоки обычно <0.2 м/с, малая вибрация электрода. Точность обработки до 0.001 мм, малая погрешность округлости/прямолинейности. Шероховатость поверхности до Ra=0.8 мкм (уровень шлифовки).
・Однонаправленная подача проволоки: Непрерывная подача с однократным использованием проволоки обеспечивает стабильность процесса и автоматическую компенсацию износа для повышения точности.
・Передовые технологии источника питания: Импульсный источник с наносекундной длительностью и пиковым током >1000А обеспечивает удаление материала испарением с высокой производительностью и качеством поверхности. Электролиз-защитные технологии ограничивают модифицированный слой <1 мкм, предотвращая вымывание кобальта из твердых сплавов для сохранения срока службы инструмента.
・Высокая производительность: Современные технологии обеспечивают скорость реза до 350 мм/мин, а для премиальных моделей — до 500 мм²/мин.
Области применения
・Производство прецизионных штампов: Полированные полости/вставки для литьевых форм, точные направляющие отверстия прогрессивных штампов, сложные режущие кромки, твердосплавные вставки для форм литья под давлением.
・Аэрокосмическая и оборонная промышленность: Охлаждающие отверстия турбинных лопаток, микроканалы топливных форсунок, точные шестерни гироскопов, металлические зеркала головок наведения.
・Медицинские приборы: Сверла для ортопедии, лезвия для малоинвазивной хирургии, микропоры имплантатов, ажурные структуры стентов, щелевые коллиматоры для КТ-аппаратов.
・Автомобилестроение и энергетика: Резка электродов литий-ионных батарей, обработка форсунок Common Rail.
・Электроника и полупроводники: Резка амок и керамических подложек, металлические маски для ИК-фильтров, точные структуры оптических разъемов, пазы антенн в металлических рамах смартфонов.
Эффективность и характеристики
Высокая производительность, энергоэfficiency, простота эксплуатации, оснащены расширенными функциями обработки, отвечающими требованиям производственных участков.
1. Инновационная система автоматической заправки проволоки
・Обеспечивает высокий процент успешной заправки проволоки с кривизной менее 10%;
・Значительно повышает точность заправки в точках обрыва при обработке толстых заготовок;
・Возможность выбора оптимизированного режима заправки в зависимости от конфигурации обработки (заправка с распылением, без воды, в точке обрыва под водой);
・Режим AT High Speed сокращает время заправки на 35% (полный цикл автоматической заправки, включая резку и вставку).
2. Повышение точности обработки
・Стандартная комплектация с соленоидными линейными двигателями;
・Сервоусилители и контроллеры с абсолютными энкодерами повышают скорость отклика и точность управления, улучшая точность обработки.
3. Повышение производственной эффективности
・Управление Maisart:
- Раздельное управление соплами;
- Автоматическая корректировка параметров обработки с помощью ИИ-технологии Maisart позволяет операторам без опыта повышать точность;
- Контроль объема обработки при изменении толщины заготовки для высокоточных результатов;
- Сокращение отклонений размеров при изменении толщины материала;
- Повышение прямолинейности при изменении толщины и разделении сопел.
・Управление углами:
- Обработка с шероховатостью Rz≥1.6 мкм и точностью контура ±5 мкм не требует корректировки параметров даже для сложных форм.
Упрощение операций и повышение эргономики
・Интуитивный интерфейс Home с сенсорным управлением для быстрого доступа к функциям;
・Встроенные руководства от подготовки до обработки сокращают объем операций на 40%;
・Компактный ЖК-пульт упрощает этап подготовки.
Энергосбережение и снижение эксплуатационных затрат
・Интерфейс управления затратами позволяет отслеживать эксплуатационные расходы станка для планирования бюджета.
Cкачать PDF-каталог ?
Смотрите также